釺焊金剛石線鋸的推廣應用檢視原始碼討論檢視歷史
 |
釺焊金剛石線鋸的推廣應用複合材料。
應用領域
半導體材料產業
成果簡介
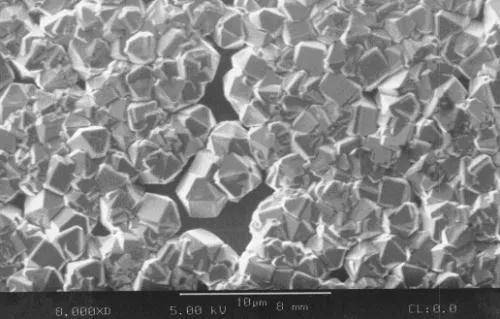
選用直徑為0.2mm的65Mn彈簧鋼絲作為線鋸基體,採用真空爐中釺焊(以鎳基合金粉為釺料)和管式爐中氬氣保護釺焊(以銀銅鈦合金粉為釺料)的方法製備金剛石線鋸,對比研究了兩種線鋸的表面形貌,基體顯微組織,力學性能和疲勞性能。結果表明:採用銀銅鈦合金[2]粉為釺料製備的金剛石線鋸性能更優,其抗拉強度為1 132MPa,伸長率為3.27%,疲勞壽命為12h,基體組織為回火索氏體。依據磨粒的工作方式,金剛石線鋸可以分為游離磨粒線鋸和固結磨料線鋸兩種。與游離磨料金剛石線鋸相比,固結磨料線鍋具有切縫窄、線速度高、工件表面切割質量好、線鍋工作壽命長等優點。目前在實際加工領域應用的固結磨料線鋸主耍有樹脂結合劑金剛石線鋸和電鍍金剛石線銀,兩者都是通過機械鑲嵌的方式將金剛石磨粒固定在線鋸基體上,因此磨粒與基體之問的結合強度低,切割過程中金剛石磨粒很容易發生脫落,脫落的金剛石磨粒進人切割加工區域,對基體和工件表面產生機械滾壓和刻劃作用,勢必會降低線鋸的使用壽命和工件的切割表面質量。釺焊金剛石固結磨料線鋸是近幾年研製的一種新型固結磨料線鋸,其基本原理是利用釺焊技術,在鋼絲基體表面高溫焊接單層金剛石顆粒,以實現金剛石磨粒與釺料層之間牢固的化學鍵合。與樹脂結合劑固結磨料線鋸和電鍍金剛石固結磨料線鋸相比,釺焊金剛石線鋸具有以下優勢:金剛石磨粒與線鋸釺料層的結合強度高,金剛石露出充分,容居空間大,切割過程中線鋸不易堵塞,切割效率高,線鋸壽命長;線鋸使用切割過程中的切割力小,功率低,切割溫度低,工件切割表面質量高。目前,雖然學者們嘗試利用不同釺焊加熱方法和合金粉體釺料製備金剛石線鋸,實現了金列石磨粒與鋼絲基體之間牢固連接,但是沒有從根本上解決高溫加熱過程中鋼絲基體的熱損傷問題,也沒有揭示釺焊加熱過程中各參數對線鋸力學性能和顯微組織的影響機制,製備的線鋸要實現實際加工應用還有很長的一段探索過程。為解決此問題,作者利用兩種不司的釺焊工藝方案,製備了釺焊金剛石固結磨料線鋸,檢測了線鋸的力學性能,觀察線鋸的宏觀形貌和顯微組織,並在線鋸切割機上進行實際運轉疲勞試驗;比較了不同釺焊加熱方式和不同釺料製備金剛石線鋸性能的優劣,力圖揭示釺焊各參數對線鋸力學性能的影響,為實現釺焊金剛石固結磨料線鍋的實際切割應用奠定基礎。
線鋸切割是目前半導體產業中將材料由晶棒轉變為晶片的主要加工方法。第三代半導體具有高硬度、高脆性等特性,屬於典型的難加工材料,現有的切割加工是利用電鍍線鋸完成,因為電鍍線鋸中的金剛石與基體的把持力弱,導致第三代半導體材料切片加工效率低,材料損傷嚴重。 本成果提出了利用釺焊方法將金剛石磨粒固結在基體上的研究思路,解決了細粒度金剛石的上砂控制難題以及細粒度金剛石磨粒低溫釺焊的關鍵技術難點,實現金剛石磨料、結合劑及鋼絲三者的牢固結合。鋸切實驗表明所製備的新型釺焊金剛石線鋸具有切割效率高,切割損傷小等優勢,是一種全新的金剛石線鋸產品。該成果有望推動第三代半導體切片加工技術的發展。
經濟效益與社會效益
利用釺焊金剛石線鋸進行第三代半導體的切割加工,不僅從切割效率和切割質量方面有明顯改善,同時由於釺焊線鋸的製備方式與傳統電鍍線鋸的製備方面全然不同,避免了電鍍過程所產生的環境污染,具有顯著的經濟和社會效益。