渗碳氮化查看源代码讨论查看历史
 |
渗碳氮化(Carbonitriding)是金属加工中的表面改质技术,可以提高金属表面硬度,减少损蚀。
在渗碳氮化过程中,会将碳原子及氮原子扩散到金属晶格的间隙中,使晶格不容易滑移,增加表面的杨氏模量及硬度。渗碳氮化常用在便宜,容易加工的低碳钢及中碳钢,使其有一些价格及等级更高,不易加工的钢之表面特性[1],渗碳氮化后的表面硬度从HRC 55到62不等。
在工业化时代之前的一些金属表面硬化制程就不止使用高含碳的材料(例如木炭),也会使用一些高含氮的材料(例如尿素),因此传统的表面硬化就已经是渗碳氮化。
制程
渗碳氮化类似气体渗碳,不过在渗碳气体中加入氨以提供氮原子。工件的表面会吸收氮原子,和碳原子一起扩散到工件中。渗碳氮化的温度(约850 °C / 1550 °F)略高于一般渗氮的温度(约530 °C / 990 °F),但略低于渗碳温度(约950 °C / 1700 °F),时间也较短。渗碳氮化比渗碳要经济,而且可以减少淬火时的变形。其温度较低,因此可以使用油淬火,甚至是配合保护气体,进行气体淬火。
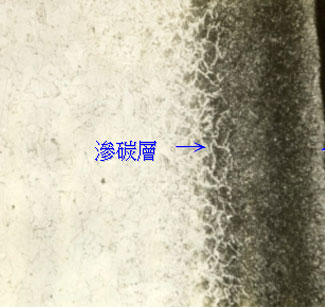
渗碳氮化部位的特点
渗碳氮化会形成坚硬、抗磨的表面,厚度约0.07 mm至0.5 mm,其硬度会比渗碳表面要硬。渗碳氮化深度视应用而定,若深度越深,材料抗磨损的寿命会越长。渗碳氮化部位只会影响工件的最上层,不会另外沉积产生一层,因此不会明显改变工件的尺寸。
渗碳氮化的最大深度一般会限制在0.75 mm,若深度超过此数量值,扩散需要的时间会太长,因此不经济。若要限制氮的浓度,一般会比较倾向设定较短的制程时间,因为加氮比控制碳要困难。过多的氮会在工件上造成大量的残馀奥氏体(retained austenite)及孔穴,是高硬度的工件不希望出现的特性。
优点
渗碳氮化比渗碳多了以下的优点:首先,在回火时抵抗软化的能力较强,也可以增加疲劳强度及冲击强度。也可以同时使用渗碳氮化及渗碳,让材料较深部份有理想的材质,因此在实际的应用上也会有较好的性能。渗碳氮化特别适合于表面硬化性低的钢,例如阀座。此制程一开始是以约900-955°C的温度,渗碳加工到需要的深度(最多2.5mm),再进行渗碳氮化使表面有渗碳氮化的特性。工件之后会进行油淬火,工件表面的硬度会比渗碳要硬,而且加了渗碳氮层,可以增加残留应力,使得抗疲劳能力及强度梯度都可以提高。