吹踏鞴檢視原始碼討論檢視歷史
 |
吹踏鞴是將砂鐵[1] 製成和鋼的制鐵方法。這種方法是日本古代傳統制鋼的方法,也是日本獨有的制鋼法。
製造作業
平安時代以後
以下是平安時代以後吹踏鞴製造工業的說明。
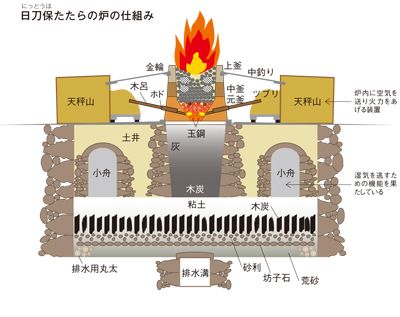
- 這種直接製鋼法為,向粘土製的爐中加入木炭,點火之後,鞴向爐內吹入風,交互向爐內加入木炭和砂鐵,通過爐內的燃燒反應的高溫和碳素的還原性,將砂鐵中的氧奪去,從而製成了和鋼。
- 村下(近代的一位日本刀匠)通過觀察作業上火焰的加減,指示讓木炭和砂鐵在爐內交互。在此之際,風量較大的爐溫度較高;風量較少的爐溫度較低,製造就失敗了。村下指出踏鞴的人對此需要慎重。
- 爐在點火後,凡經過一日,焰色變成山吹色,說明中間一步進行成功。此後對鞴的風量進行加減控制,同木炭和砂鐵反應。此時打開爐底的洞穴,將底部溶解的不純物排出。鉧(けら)從中產生,其排出數量太多或太少都被認為不成功。
- 火通過三日三夜的燃燒漸漸熄滅,高溫煆燒的爐再使用而沒有被燒壞。此時,從爐內得到爐灰和金屬塊鉧。
- 打碎鉧後,獲得量製的少量玉鋼和大量銑鐵,最終獲得ズク。
彌生時代
以下是彌生時代的踏鞴爐製造方法的說明。彌生時代的踏鞴爐建在特定的地理位置,使用自然風使木炭燃燒。
用這種方法如果鍛造方式合適能夠得到鐵。
彌生時代鞴的使用方法同後世的方法相比,其優點是能夠使用較少的風量,低溫精製產生純度較高的鐵。然而製鐵的方法需要非常長的時間,而且生產量很少。
產量
平安時代以後的爐,從作成到被破壞一次,稱為「一代」。其間,大量的木炭和砂鐵被投入爐中。以下是產量的一個例子,爐越大、木炭和砂鐵投入越多,其產量就越高。
現代倖存的踏鞴
島根縣橫田町(今奧出雲町)的日本美術刀劍保存協會(日刀保)踏鞴是現存唯一的正統日本刀素材供給所,使用吹踏鞴的方法製造玉鋼。東京工業大學在文化祭上曾對吹踏鞴的方法進行現場演示。此外,豐橋工業高校、豐川工業高校、豐川高校等學校,曾在渥美半島採取砂鐵為原料,進行吹踏鞴實驗。
吹踏鞴技術復元的經過
二戰之後,日本的吹踏鞴制鐵技術由於在價格上比近代制鐵技術貴而被淘汰,處於即將失傳的不利狀態。日本刀業界使用近代制鐵方法煉鋼,發現比吹踏鞴制鐵法所制出來的玉鋼品質差,難以製造武士刀。因此,不少日本人要求恢復吹踏鞴制鐵法。日立金屬安來工廠應運而生,成為現代少數倖存的吹踏鞴制鐵工廠。
名稱
吹踏鞴(たたら吹き、踏鞴吹き)也被稱作「吹爐」(鑪吹き、鈩吹き),在日本語裡,也可單獨寫作「タタラ」,在英語裡,則寫作「Tatara steel making method」。別名玉鋼製造、押鉧法(ケラ押し法)。
在日本語裡,「タタラ」(踏鞴)最初的意思是「腳踏的風箱」,這是制鋼儀器的一部分。後來逐漸成為對整個煉鋼儀器的稱呼。
另外,「タタラ」亦可以寫作「高殿」,在這裡指的是使用吹踏鞴方法煉鐵的爐。