重卡輸入軸智能化生產線檢視原始碼討論檢視歷史
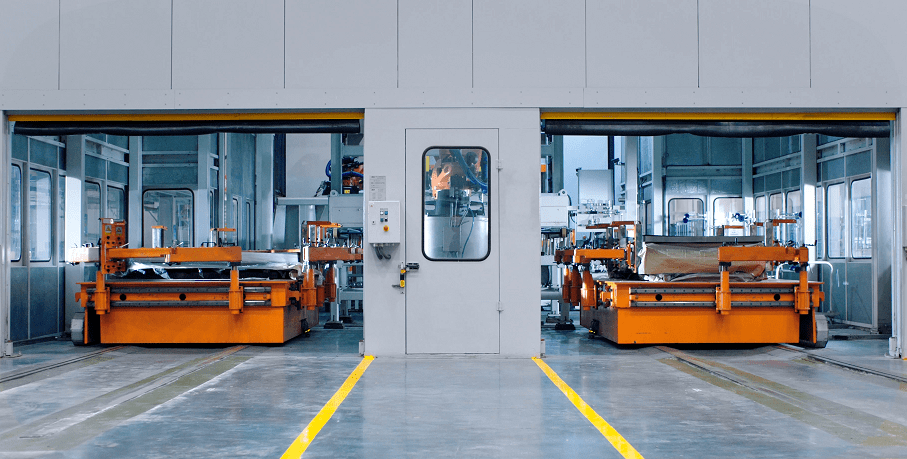 |
重卡輸入軸智能化生產線重卡輸入軸智能化生產線/整條線,諾伯特智能裝備(山東)有限公司的機器人項目是2014年聊城市高新技術產業開發區批准立項的重點招商引資項目之一。依託日本產業機器人的技術研發與生產,是具有世界先進水平的產業機器人[1],為國內外各類製造型企業提供智能自動化生產系統。
該項目2018年1月開始實施,2018年10月竣工。MES系統、自動測量技術、智能產品技術、質量管理系統屬於行業內首次使用。
汽車焊裝自動化生產線根據某年汽車生產綱領、汽車年產量的不同,每條生產需普通點焊機幾十台至幾百台不等,普通點焊機根據機器結構和應用場合的不同又可分為移動式點焊機和固定式點焊機,移動式點焊機根據其結構不同,又分為懸掛式點焊機和手提式點焊機,多點焊機是為焊裝特定工件設計,製造的專用焊接設備,其優點是生產效率高,適合大批量單品種生產,適用於焊裝結構形狀複雜,焊點密集,接頭搭邊小,操作困難,焊接質量難以保證等因素的工件,其缺點是設備投資多,專用性強,將逐步由焊接機器人和相應工裝夾具組合取代,多點焊機除用於焊接各種車輛構件之外,還應用於家用電器如冰箱、洗衣機[2]、鋼製夾具、交通設施、板式散熱器等各種薄金屬構件製造行業。
汽車焊裝主線是把側圍分總成線、底板分總成線、由小件焊接而成的車體鈑金合件及頂蓋,通過傳輸裝置、夾具、合裝台等設備定位後,焊接合裝,完成白車身組焊的總成線,是車身焊裝生產線的核心部分。
汽車焊裝自動化生產線
車身殼體是由薄鋼板組焊而成的複雜結構件, 一輛車身由數百個鈑金衝壓件經定位焊、氣體保護焊、釺焊及粘接等工藝組裝而成。汽車車身鈑金件的焊裝是按一定的先後順序進行的,具有明顯的程序性。車身生產工藝流程:車身部件由升降傳輸輥床運輸到工位內部,到位之後,由車身焊接定位夾具將車身側圍、頂蓋橫樑和車體主結構定位夾緊,然後機器人用定位焊焊槍對車身進行定位焊接。焊接結束之後,夾具打開,車身再由升降輥床運輸到下一個工位。車身工段的焊接多採用自動線,其生產工藝流程如圖所示。
車身工段一般包括左右側圍分總成線、前後圍分總成線及主線。側圍內板線生產側圍內板分總成提供給側圍線生產側圍分總成。主線接收來自底板工段的底板分總成,與側圍分總成、前後圍分總成、儀表板上蓋板和後閉合板外板通過機器人進行預裝,預裝流程如圖2-3所示。
預裝採用搭扣將左右側圍掛載在底板上再通過輥床運送到人工上件工位,進行頂篷橫樑的裝配。最後將預裝完成的車身骨架運送到主線最關鍵的一個工位——車身總拼工位。總拼工位用夾具將各部分總成零件進行精準夾緊定位,焊槍機器人通過兩次焊接(第一次為定位焊,第二次為補焊)形成一個車身骨架。
由於車身工段焊點數量較多,無法在一條生產線上完成,所以車身工段一般含有多條主線。主線一完成車身骨架的焊接,主線二對車身骨架進行補焊及後閉合板外板和承重梁定位焊和補焊,主線三完成頂篷在車身上的焊接,其中側圍與底板搭接的部分區域以及承重梁的焊接的部分區域等因焊槍無法達到,一般採用CO2氣體保護焊進行焊接,CO2氣體保護焊是利用焊絲與工件之間產生電弧的熱量,熔化焊絲與工件形成焊縫, 通過CO2氣體作保護,把電弧和熔池與空氣隔離開來的一種焊接方法,簡稱CO2焊。CO2氣體保護焊在汽車車身製造過程中主要運用在兩個方面:一是不能進行定位焊的位置, 二是對焊接強度要求比定位焊強度高的位置。
為了對車身的幾何精度進行實時全面的監控,一般在主線會採用在線測量。在線測量是運用激光技術對車身進行幾何測量,將測量數據與標準數據進行對比並反饋對比結果。從而實現對車身幾何精度100%的監控。在線測量分為機器人式和固定側頭式。機器人式適用於共線多車型進行測量,固定側頭式精度高,但一般只針對一款車型。
主線三主要完成頂篷的焊接。頂篷的焊接有的採用電阻定位焊,但目前較為先進的技術是激光釺焊。釺焊是利用熔點比被焊金屬低的釺料熔化後依靠毛細管作用填滿焊縫間隙,並與線材之間相互擴散實現連接的一種焊接方法。釺焊與熔焊的主要不同之處在於:釺焊時只有釺料熔化,被焊金屬不熔化(熔焊時被焊金屬熔化),液態釺料依靠潤濕作用和毛細管作用進入兩焊件之間的間隙內,依靠液態釺料和固態金屬的相互擴散而達到原子結合。
為了保證激光釺焊焊縫的美觀,主線三會設置一個專門對焊縫進行自動打磨的工位,該工位可以同時對頂篷前後端進行定位焊的補焊和激光釺焊的打磨。左右各一台裝有打磨片的機器人以設定的軌跡和速度對焊縫進行打磨,打磨完成後車身被送到下一個工位進行自動檢測焊縫質量,並在主線三車身交付區域通過顯示屏顯示檢測結果,工人通過檢測結果來判定是否需要對焊縫進行返修。同時工人也會對車身外觀面和激光釺焊焊縫進行目視檢查,對於外觀面不合格的車身,工人在車身上做好標識,提醒調整線員工進行返修,激光釺焊焊縫不合格的需在該線體交付區域用人工TIG焊進行返修。外觀面或者激光釺焊焊縫有嚴重缺陷,返修時間較長時,車身需下線返修。檢查合格的車身將被輸送到下一生產線線體。
用戶為中國重汽濟南橋箱有限公司,應用於該公司第一條智能化生產線,其中MES系統成為重汽的標準,該項目現在已經列為重汽集團的樣板工程。
參考文獻
- ↑ 機器人發展簡史 ,搜狐,2023-03-31
- ↑ 選購洗衣機時,建議這三種功能慎選,多半是噱頭,用處不大!,搜狐,2023-03-25